丨
云服务
三相异步电动机维修规程
二、标准检修项目和检修周期
2.2 电动机小修标准项目
2.3 检修周期
三、标准项目检修
3.1.1 准备好大修所必须的工具、材料、备品、记录本。
3.1.2 查看设备档案及上次检修记录。
3.1.3 停机前的现场检查,包括振动、串动、温度、电流等存在的问题。
3.1.4 工作过程中要认真作好记录,中间停工时要把电机盖好,以防碰伤或落入异物等。
3.2.1 分解引线
办完开工手续后,打开接线盒盖或剖开接线绝缘包头,作好相应标记后,拆开接线,在电缆头上用铜导体短路接地。
对拆开的电缆头要采取保护措施,不得弯折或受机械碰伤,若原接头用绝缘包扎,要记下包扎情况,检修后照原样恢复。
3.2.2 测绝缘并作好记录
高压电机用2500V兆欧表测量,一般按电压每千伏绝缘电阻应不低于1MΩ,低压电机用500V兆欧表测量,绝缘电阻值应不低于0.5MΩ,否则要找出原因,进行处理,受潮时要按本规程“电动机干燥”部分进行烘干。
3.2.3 分解连接对轮及其护罩
3.2.4 拆底脚螺丝。
3.2.5 电机移位
把电机移放在适当的位置,要放置稳固以免滚动,放置地点应清洁,干燥,防止油、水、汽喷落电机。移位时要注意定子脚垫片对原位保存好,或交给所属机械部门收存。电机移位放置的方向,必须和抽转子时的吊车或猫头吊走向一致。
3.2.6 拆对轮
按对轮大小,选装适当拉马,调整拉马顶丝杠与轴中心对正并加一定紧力,对轮紧力不大的可不加温即能拉下,紧力大的对轮要用火焊加温,边转动边烤,使其受热均匀,加温不可时间过长,温度不得超过200℃,当温度达到合适时迅速将对轮拉下,在对轮拉至将与轴脱开时,要将对轮吊好或抬好以防碰伤,对轮拉下后作好键的位置标记,取下存放好。
3.2.7 拆下风罩
3.2.8 拆下外风扇
方法同拉对轮,若是靠紧固螺丝上紧的风扇,松开紧固螺丝,即可撬下,作好键的位置标记,取下存放好。
3.2.9 拆端盖
首先做好外轴承盖对端盖,端盖对机座的相对位置标记,先拆下外轴承盖,再拆下端盖螺丝,用此螺丝装在顶丝孔内,均匀的、对角将端盖顶开,在端盖上装好吊环并吊好,用撬杠在两侧对称点慢慢将端盖撬下,用撬杠时不要碰伤线圈,要防止端盖歪扭和下落,碰伤绝缘和轴,放好端盖,避免止口受伤。在拆第二个端盖时,要注意不要使转子铁芯擦伤定子铁芯和定子线圈,必要时可在定子气隙间垫以厚纸板。
3.2.10 抽转子
3.2.10.1 抽转子按以下几种方法
a) 给水泵电机由起重专业抽转子,电气密切协作,作好间隙监视,不得碰坏铁芯、线圈和风扇。
b) 其它大中型电机,可利用电动葫芦和锚头吊用抽转子专用工具抽出。
c) 小型电机抬出转子即可。
3.2.10.2 抽转子时注意以下事项
a) 选用的抽转子专用工具要与电机的轴径配合得当,轴上要先包好衬垫物,以保护好轴不受损伤。
b) 起吊用索具(钢丝绳和U环)要完好并有足够的安全系数,钢丝绳承重要满足表1的允许值。
表1 钢丝绳夹角与允许荷重
|
夹角 度 |
0° |
30° |
45° |
60° |
90° |
120° |
|
容许荷重 % |
100% |
98% |
92% |
86% |
70% |
50% |
3.3 检修定子
3.4.1 检查铁芯
项目和内容同定子铁芯
3.4.2 检查鼠笼导条
3.4.2.1 检查铜条(或铝板条)及短路环应焊接良好,联接牢固,应无裂纹和开焊。
3.4.2.2 对于铸铝型转子,端部突出部分起风扇作用,应齐全完好。
3.4.3 检查转子绕组和滑环(或整流子)
3.4.3.1 对转子绕组要求同定子绕组,尤其要注意绑线和固定环完好。
3.4.3.2 用干燥洁净的压缩空气吹净滑环表面及两侧用清洗剂除净油污。
3.4.3.3 检查滑环和连线,应接触良好,牢固。
3.4.3.4 滑环表面应光滑,无烧伤,不平度不大于0.5mm,偏心度不大于0.1mm。
3.4.4.1 风扇应干净、光洁、平直、无碰伤和变形。
3.4.4.2 叶片应牢固,铆钉完好、紧固。可轻敲击听声音判断,必要时进行处理。
3.4.4.3平衡块应齐全,顶丝要牢固。装平衡块后喷漆。
3.4.4.4 转子所有螺钉应有防松措施,如弹簧垫圈,弯角板等。
3.4.4.5 转子各轴径处,尤其装轴承处应光洁。有毛刺可用油石打平。
3.5 检修轴承
3.5.1 轴承的清洗
3.5.1.1 用竹签等工具把轴承及轴承盖内的旧润滑脂排出。
3.5.1.2 用毛刷和清洗剂初步擦洗轴承和油盖,注意不能边刷边转,更不能用棉纱清洗轴承,以防刷毛和线头进入轴承内。
3.5.1.3 用净白布和清洗剂仔细清洗轴承到完全干净为止。
3.5.1.4 若同时清洗可拆内套(或外套)的几个轴承时,要注意外套不能互换,以免影响接触情况和间隙。
3.5.2 轴承的检查
3.5.2.1 轴承应清洗干净,无砂粒、干油、灰尘等杂物。
3.5.2.2 检查轴承内外套、保持器,滚子应无变形,裂纹、凹坑、缺口,锈蚀等现象,否则应换新轴承。
3.5.2.3 检查轴承颜色,应无变蓝,变黑现象。
3.5.2.4 检查轴承和轴及端盖的配合要合适。
3.5.2.5 检查轴承间隙
a) 轴承的清洗完毕后,用手转动应灵活用手径向和轴向摇动可初步判断是否松动或间隙过大。
b) 在轴承互成120°三点处压间隙(轴承间隙允许值见表2),分别用铅丝压三次,用千分尺量数值,取平均值。
表2 轴承间隙允许值 单位:毫米
|
轴 径 |
20~50 |
55~80 |
85~130 |
|
轴承间隙 |
0.02~0.06 |
0.02~0.10 |
0.02~0.14 |
3.5.3轴承加油
3.5.3.1 轴承和油盖清洗完毕后,用白布擦干清洗剂,加进合格润滑脂,不允许在同一轴承内加进不同类型的润滑脂。
3.5.3.2 内、外油盖的加油量:2极电机油盖内加至容积为1/2,其它转速的电机可加至油盖容积的2/3。
3.5.3.3 轴承和轴承盖加油完毕,要立即用内外轴承盖夹好轴承,并上紧螺丝,最后再用干净的布连同轴承盖一齐包好以防灰尘进入。
3.5.4 轴承的拆卸
3.5.4.1 一般电机轴承可用大小适当的拉马和夹件冷拉下来,拉轴承时要对好中心,夹具卡住轴承内套,严禁拉轴承外套和油盖带出轴承。
3.5.4.2 对于较紧的轴承,可先装好拉马,然后用100℃左右的热油进行加热,浇热油时边转动边浇,热油要浇在内套上,待加热适当后用力迅速拉下轴承。
3.5.5轴承的安装。
3.5.5.1 把轴径擦干净.并涂上一薄层润滑脂,若内油盖取下时,一定要先装上内油盖。
3.5.5.2 经检查合格的轴承,对于小型或较松的轴承,可用榔头和紫铜棒使内套受力装上,不得使外套保持器受力,需要加热安装的轴承用加热器或用专用加热油桶,桶内要放机油或透平油,轴承要放在铁丝网上或悬挂桶中,不得把轴承直接放于桶底。加热油温到100℃,在100℃左右保持10min,然后拿出迅速装入轴上,轴承一定要装到紧顶轴肩。若加热的轴承装不到位时,就迅速拿下再加热。等轴冷却后再装,必要时可用直径适当,端部圆滑的管子,套在轴上,使轴承在热态下,迅速打至轴肩。
3.5.5.3 加热装上的轴承冷却后,清洗干净,方允许加注润滑脂。
3.8.1 检查定子及转子后,进行回穿转子,其顺序和抽转子时相反。
3.8.2 安装端盖
3.8.2.1 先把端盖套在轴承上,用紫铜捧轻轻打入,打时要打在端盖上的加强部位,用长螺丝或金属捧把端盖和内油盖的对应螺孔穿通,用端盖螺丝均匀把紧,到止口处,调整端盖和原作标记对应,再把端盖装入止口,均匀上紧。
3.8.2.2 装外油盖,取下插入的长螺丝或金属棒,此时严禁转动转子,均匀对称地把外油盖螺丝带上,暂不上紧。
3.8.2.3 用同样的顺序装上另一端盖和外油盖。此端盖装到止口处后,一定要抬起或吊起此端轴头,使端盖止口和电机定子止口对应准确才能打入,然后上紧螺丝。
3.8.2.4 最后一边转动转子,一边上紧两端轴承盖螺丝,若发现有卡紧现象时,应松开油盖螺丝,再均匀上紧,直到转动灵活为止。
3.8.3 检查间隙。对于大型电动机,在穿转子后,在电机两端,互成120°三点处测量,静转子间隙差最大不能超过平均间隙的10%。
3.8.4 装外风扇
3.8.4.1 擦净轴径和外风扇,清洗好键槽,装上轴键。
3.8.4.2 在轴径处涂上油脂,对于一般电机,风扇均可用木棒或紫铜棒,轻轻打入,要均匀对称,打在坚实部位,一定要打到原来位置。
3.8.4.3 对于大型电机,风扇也要加热后再装。
3.8.4.4 有止钉的,风扇装后,上好止钉,拧紧备帽。
3.8.6 刷架安装
3.8.6.1 按原位置装上刷架,要使三相碳刷都处在滑环的中心位置。
3.8.6.2 刷握下部滑环表面的距离应为2mm~3mm。
3.8.7 装对轮
3.8.7.1 把轴端和键槽擦净,有毛刺时应仔细挫平,装上键,涂一层油脂。
3.8.7.2 对于小电机或比较松的对轮,可用紫铜棒冷打装入,不得用铁棒或锤直接击打对轮,必要时可垫上木板或铝板,对轮回装一定要到原位。
3.8.7.3 对于大型或较紧的对轮应先予热,可用火焊加热,加热要均匀,不得局部过热,一般加热至200℃~300℃不得过高(加温前擦净对轮内孔),抬好对准轴端和键,迅速用力推到原位。注意装对轮时要戴石棉手套,防止烧伤,对轮装上后应转动转子,使其准确均匀以防止轴弯变形(对轮加热装上后不得用水冲降温)。
3.8.8 电机移回原位,方法同前。
3.8.9 测量直流电阻,三相阻值与上次大修无明显变化,三相阻值差应不大于平均值的1%。
3.8.10 测量绝缘电阻和吸收比
方法和标准同前。
3.8.11 交流耐压试验
联系高压实验室进行
高压电机的试验电压为电机额定电压的1.5倍,加压1min无击穿。
低压电机容量在40kW及以上做交流耐压试验,耐压1000V1min无击穿。
3.8.12 找对轮中心,装地脚螺丝。
由所属机械部门负责。
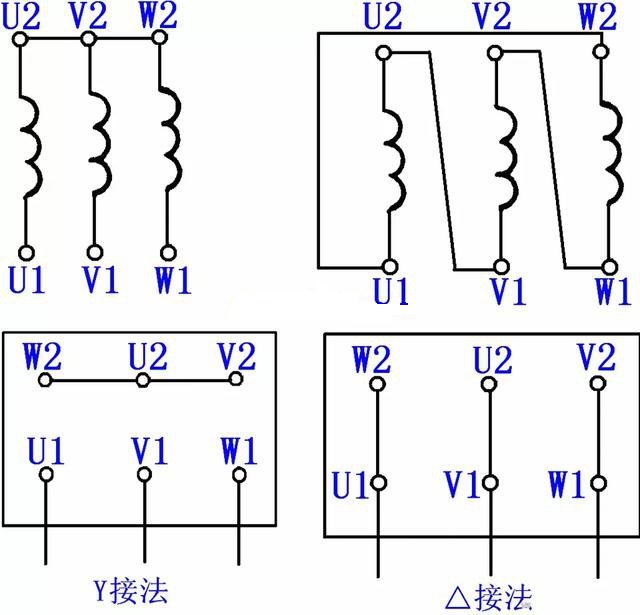
3.8.13 接线,机械找好中心后进行。
3.8.13.1 检查接线鼻于(或接线柱)良好,擦净污物。检查电缆鼻子接触面完好,必要时用平挫挫平擦净,涂薄层凡士林。
3.8.13.2 按原标记进行接线,联接使电机引线和电缆直接接触,100kW及以上的电机要用厚垫圈压紧,并有备帽或弹簧垫。
3.8.13.3 检查中性点联结良好,瓷瓶或绝缘板完好,并擦干净。
3.8.13.4 装上接线盒盖,或照原样包好绝缘。
3.8.13.5 装好接地线。
表3 电动机振动允许值
|
同步转速 r/min |
3 000 |
1 500 |
1 000 |
750及以下 |
|
允许振动值 mm双振幅 |
0.06 |
0.10 |
0.13 |
0.16 |
表 4 电动机串动标推
|
容量 kW |
10以上 |
10~20 |
30~70 |
75~125 |
125以上 |
|
串动值 mm |
0.5 |
0.75 |
1.0 |
1.5 |
2.0 |
新安装电机在运输过程或长期存放后,线圈和铁芯都可能吸收潮气,有时电机的冷态绝缘电阻高,但运转后绝缘电阻仍会下降,这样需要进行干燥,才能投入运行。
当测量绝缘电阻不合格及吸收比不合格判断电机受潮时应进行干燥当接近工作温度时,电动机绕组的绝缘电阻应不低于:高压电机每千伏1MΩ,低压电机0.5MΩ。
4.1 电机干燥时的注意事项
4.3 低压交流铜损干燥法
4.6 对中、小电机可采用烘箱干燥,当不满足条件时,也可采用灯泡加热或其它方法。
更多防爆行业资讯,敬请关注防爆云平台(www.ex12580.com)云服务——行业资讯栏目!

上一篇: 第十四届深圳国际化工泵、阀门及管道展览会
 |
豫公网安备41130202000490号
| 豫ICP备19015714号-1
(版权所有 防爆云平台 © Copyright 2009 - 2025 . All Rights Reserved.)
|
豫公网安备41130202000490号
| 豫ICP备19015714号-1
(版权所有 防爆云平台 © Copyright 2009 - 2025 . All Rights Reserved.)
违法和不良信息举报投诉电话:0377-62377728 举报邮箱:fbypt@ex12580.com