防爆电器铸件中产生和存在气孔是防爆电器铸件最常见的缺陷。据统计显示,因气孔造成防爆电器铸件的废品量约占防爆电器铸件的总废品量的三分之一。气孔和缩孔(缩松)一样,都是防爆电器铸件内部存在的孔洞,但是它们的成因却是不同的。然而,它们都在威胁着防爆电器铸件的机械强度。

对于防爆电气设备,尤其是隔爆型电气设备,气孔不仅降低外壳的结构强度,而且在隔 爆接合面上如果存在气孔,还可能导致传爆率增加。这是一个十分严重的问题,所以在设备设计时,人们常常在总装配图上标示出“隔爆接合面上有气孔、砂眼等缺陷的零件不得装配”,就是这个道理。
1、气孔的成因
大家已经知道缩孔(缩松)是由于防爆电器铸件在凝固过程中的液态收缩、凝固收缩和固态收缩共同作用造成的。然而,气孔是由于浇注金属液在冷却过程中内部存在的气体形成的孔洞,不同于缩孔和缩松的成因。按照防爆电器铸件内部气体的来源,气孔可以分为侵入式气孔、析出式气孔和反应式气孔。
(1)侵入式气孔
侵入式气孔是由砂型表面层聚集的气体侵入浇注金属液内形成的孔洞。
侵入式气孔是这样形成的:在浇注过程中,铸型型壁表层在浇注金属液作用下所含水分发生汽化并向里层侵入,形成一层水汽饱和凝聚区。这些水汽,一部分通过分型面、喷气孔或被浇注金属液烘干的表层排出铸型外,一部分则留存在凝聚区。假若铸型排气不畅,凝聚区的水汽聚积压力越来越高,当超过浇注金属液的静压力时,便侵入浇注金属液内。侵入浇注金属液内的气体一部分穿过浇注金属液向外逃逸,一部分便残留在浇注金属液内。浇注金属液内残留的这部分气体在浇注金属液凝固后便在防爆电器铸件内形成了孔洞,即气孔。
(2)析出式气孔
析出式气孔是由溶解在浇注金属液内的气体在凝固过程中溶解度降低而残留在防爆电器铸件内的气体形成的孔洞。
析出式气孔是这样形成的:在铸造合金的熔炼和浇注过程中,常常会有一些从炉料和炉气中析出的气体进入浇注金属液中,例如,氢气(H)、氮气(N)和氧气(O)等。氮气和氧气可以和浇注金属液起化学反应,生成化合物,而氢气不能与之起化学反应,便留存在浇注金属液中。随着浇注金属液温度的降低,氢气在浇注金属液中的溶解度降低,逐渐呈过饱和状态,于是氢原子结合成氢分子,形成气泡,企图向外溢出。当氧分子的溢出受到阻碍时便留存在浇注金属液中,在凝固后的防爆电器铸件中就形成了气孔。
(3)反应式气孔
反应式气孔是由铸型中浇注金属液与铸型材料、型芯撑、冷铁程熔渣发生化学反应析出的气体形成的孔洞。
反应式气孔是这样形成的:例如,假若型芯撑和(或)冷铁表面有锈蚀,当浇注金属液与之接触时便会发生化学反应(Fe3O4+4c→3Fe+4C0↑)。反应中产生的气体(CO)基本上会积聚在型芯撑和冷铁附近,从而在防爆电器铸件中形成孔洞。另外,浇注金属液与铸型型砂接触时同样会起化学反应,释放出气体,同样会在防爆电器铸件中形成气孔。
2、气孔的预防
由于气孔的种类和成因不同,因而预防的措施也是不同的。
对于侵入式气孔,应尽可能地减小铸型(型砂)的发气量和增强铸型的排气能力。
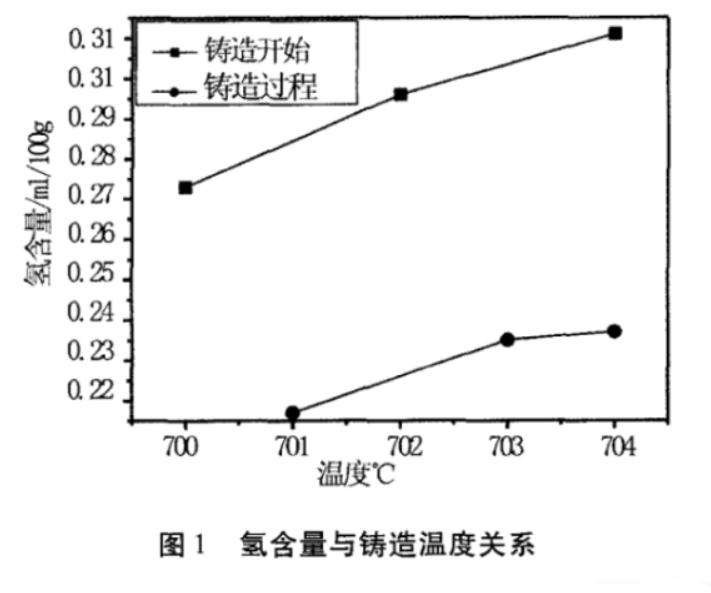
对于析出式气孔,应适当地控制铸造合金的熔炼温度和浇注温度。从炉料和炉气中析出的气体进入浇注金属液中的进入量随温度升高而增大,例如,在铸铝中氢气的进入量与温度的关系如图1所示;适当地控制温度就可以减小这个进入量。
对于反应式气孔,在浇注前,必须保持型芯撑和冷铁表面无锈蚀,无污物且干燥;尽可能地保证铸型型砂纯净。
这些措施的综合运用就可以较好地减小防爆电器铸件产生气孔,完全避免防爆电器铸件内出现气孔是一件较为困难的事。
更多防爆行业资讯,敬请关注防爆云平台(www.ex12580.com)云服务——行业资讯栏目!

上一篇: 6元一根“新东方”玉米,农民能赚多少?
邮箱:suyuanxu@126.com
QQ:342897643
微信:suyuanxu

一、核心目标 1. 全链路深度协同:打破企业内外部数据孤岛,实现从研发设计、生产制造、供应链到客户

在数字经济浪潮下,数字化人才已成为国家竞争力、产业升级与企业转型的核心驱动力。其战略需求呈现多层次、

1 什么是MRP? 在制造业中,物料需求计划(Material Requirements Plann
 |
豫公网安备41130202000490号
| 豫ICP备19015714号-1
(版权所有 防爆云平台 © Copyright 2009 - 2024 . All Rights Reserved.)
|
豫公网安备41130202000490号
| 豫ICP备19015714号-1
(版权所有 防爆云平台 © Copyright 2009 - 2024 . All Rights Reserved.)
违法和不良信息举报投诉电话:0377-62377728 举报邮箱:fbypt@ex12580.com