1、外壳:外壳允许局部补焊。补焊后,应消除因补焊造成的应力,且须能承受1.5倍参考压力的水压试验。
2、隔爆接合面
A、在规定接合面长度L及螺孔边缘至隔爆面边缘的最小有效长度L1范围内,如发现以下缺陷,可不修复即可使用,但不能作为新产品的验收依据。
⑴ 局部出现的直径不大于1.0mm、深度不大于1.0mm的砂眼,在长度L为40.0mm和25.0mm的隔爆面上,每平方厘米不超过3个;长度L为12.5mm的隔爆面上,每平方厘米不超过2个;
⑵ 偶然机械伤痕,其宽度和深度均不超过0.5mm,其剩余无伤隔爆面有效长度L′不小于规定长度L的2/3。但伤痕两侧高于无伤表面的凸起部分必须磨平。
B、静止隔爆接合面,在L和L1的范围内,具有一段连续无伤隔爆面的有效长度L′不小于下表的规定时,允许用修补法修补。
|
L或L1 |
40.0 |
25.0 |
15.0 |
12.5 |
8.0 |
|
L′ |
20.0 |
13.0 |
8.0 |
5.0 |
5.0 |
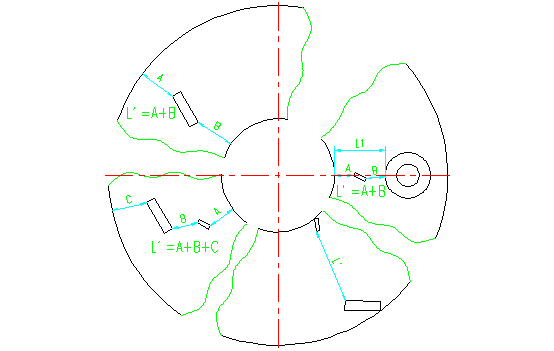
无伤隔爆面的有效长度可以几段相加,计算方法参考下图。
L′——无伤隔爆面的有效长度;
L——隔爆面规定长度;
L1——螺孔边缘至隔爆面边缘最短有效长度;
无伤隔爆面的有效长度计算示例↑
C、有下列情况之一者,不允许用修补方法修复:
⑴ 螺孔周围5.0mm范围内的缺陷;
⑵ L或L1为6.0mm范围内的缺陷;
⑶ 隔爆面的边角处;
⑷ 活动隔爆接合面;
⑸ 隔爆面有疏松现象的铸件;
⑹ 隔爆面上有裂纹。
D、修补方法
⑴ 熔焊;
⑵ 硬钎焊;
⑶ 胶粘剂调入金属粉粘补。
E、隔爆面严重损伤或锈蚀,可以用机械加工方法修复,但机械加工后零部件的机械强度和隔爆接合面参数仍须符合GB/T3836.2和合格证文件的规定。
F、止口和圆筒隔爆接合面允许对外圆进行机械加工,并对内圆增添金属进行机械加工(反之亦然),应保证隔爆接合面参数符合GB/T3836.2和合格证文件的规定。如果只有局部损坏,可通过增添金属和重新机械加工恢复到原来尺寸。允许用焊接、电镀和镶套,但不宜采用金属喷涂法。
G、螺纹隔爆接合面
⑴ 电缆和导管引入装置的压紧螺母不允许修复;
⑵ 盖和壳体之间的螺纹隔爆接合面不允许修复。
3、轴和轴套
轴和轴套隔爆接合面因磨损不符合隔爆要求允许修复。修复后,须符合GB/T3836.2的隔爆要求和正常运行的机械强度要求。轴颈允许用电镀、熔焊和金属喷涂法修复。
上一篇: 电机与控制一体化特点及趋势
邮箱:suyuanxu@126.com
QQ:342897643
微信:suyuanxu

该报告系统阐述了数字化工厂的概念、建设路径、关键技术及发展趋势,结合行业实践为制造业数字化转型提供指

传统的数据采集及分析方法难以满足制造业的智能化需求,企业面临着数据采集不充分、数据质量不稳定及分析方

2025年,全球数据总量预计突破175ZB(泽字节),相当于每天产生超过3.5亿部高清电影的数据量。
 |
豫公网安备41130202000490号
| 豫ICP备19015714号-1
(版权所有 防爆云平台 © Copyright 2009 - 2024 . All Rights Reserved.)
|
豫公网安备41130202000490号
| 豫ICP备19015714号-1
(版权所有 防爆云平台 © Copyright 2009 - 2024 . All Rights Reserved.)
违法和不良信息举报投诉电话:0377-62377728 举报邮箱:fbypt@ex12580.com